

文/John Wallace
尽管发射波长接近5 μm的一氧化碳(CO)激光器已经存在了几十年,但是其并没有获得像“与其相似的、主要输出波长为10.6 μm的二氧化碳(CO2)激光器”那么多的应用。最近,美国相干公司发布了一款CO激光器,其专门设计用于材料加工(如玻璃切割)、医疗、光谱学和研究等应用。
“与CO2激光器一样,CO激光技术发展于20世纪60年代中期,”相干公司CO2激光器事业部市场销售总监Andrew Held说,“CO激光器之所以具有吸引力,是因为其具有比CO2激光器效率高两倍的潜力。然而,CO激光器也面临着一定的挑战:早期的CO激光器需要冷却才能高效地获得高功率(非常高功率的版本实际上采用低温冷却),并且激光器输出功率会迅速下降。典型寿命最多只有几十个小时。因此,CO2激光技术便在随后的发展中‘胜出’,并且逐渐发展成为气体激光器的标准。”
但是相干公司已经通过自身的技术实现了一种CO激光器设计,其能在室温下高效运行于5~6 μm的波长范围,具有高输出功率,并且能持续数千小时,Held说。新型CO激光器采用了很多与“相干公司多年来为CO2激光器研发的技术”相同的技术;例如,相干公司CO2激光器使用的射频(RF)供电技术可以应用于CO激光器。
相干公司已经测试了许多基于该公司的波导和板条架构的、不同的CO激光器原型;激光输出功率从20 W到1 kW以上不等。该公司已经在2015年6月的德国慕尼黑光电展上展示了首台高功率CO激光器,可以运行于高峰值功率脉冲模式,平均功率达到200 W甚至更高。
“采用5 μm进行材料加工有许多优势,其中最主要的是光/材料相互作用方面的优势,”Held说。“与CO2激光器9~11 μm的激光输出波长相比,该CO激光器5 μm的输出波长可以产生显著区别的相互作用,这可以简单地归因于不同的吸收系数。许多薄膜、聚合物、印刷电路板电介质、陶瓷和复合材料对CO2激光具有(比CO激光)更强的吸收。5~6 μm的激光在硫系和重金属氟化物光纤中具有非常低的衰减,展现了适用于光纤传输的潜力。无法实现CO2激光器的光纤耦合输出是其相对光纤激光器的一项主要缺点。”
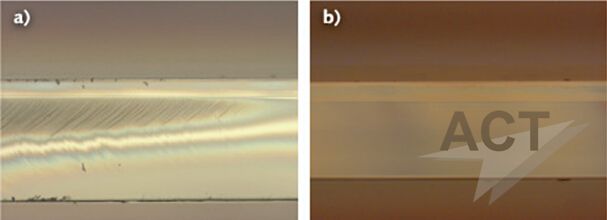
图1:利用Nomarski微分干涉差显微镜观察的0.7 mm厚康宁CT24玻璃的横截面图。CO2激光器切割的样品表现出残余应力(a),而利用CO激光器进行的切割没有缺陷(b)。
玻璃切割
受这种吸收系数的差异影响最显著的一项应用是玻璃切割,Held解释说(见图1)。“在基于CO2激光器的玻璃切割中,10.6 μm的输出在表面被强烈吸收。在表面产生的热随后必将扩散到体材料中;随后采用水喷式冷却以产生热冲击,从而在玻璃中产生划线。对于较厚的玻璃基板,之后再采用机械断裂。CO激光器的整个工艺是相同的;然而,5 μm输出的玻璃吸收要低得多。因此,光直接渗透并进一步深入到体材料中,使得在玻璃的厚度上加热更均匀。”
Held补充说,测试结果已经展示了几项重要的优点,包括无表面熔化、无裂纹,且在玻璃中无残余应力。其结果是更高质量的切割、更强的玻璃和更宽的切割加工窗口。
CO激光也使得径向(自由)玻璃切割成为可能;与此相反,CO2激光器只能进行直线切割,因为固有的圆形输出光束必须被重新整形为长的细光束,以分散在表面产生的热量。弯曲切割在智能手机显示屏应用中尤其重要,因为经常需要弯曲的转角或形状以适应按钮和控制。利用CO激光器可能实现弯曲和自由形式的切割,其圆形光束直接穿透进入玻璃,不会出现由于控制扩散过程的困难而产生的不良热效应。此外,CO激光器的波长更短,可以获得比CO2激光器更小的聚焦光斑,或者对于同样的光斑大小具有更大的焦深;更大的焦深可以获得更大的加工窗口,使得区域加工时具有更大的视场。
版权声明: 《激光世界》网站的一切内容及解释权皆归《激光世界》杂志社版权所有,未经书面同意不得转载,违者必究! 《激光世界》杂志社。 |
  激光世界独家专访   
|
||||||||||||||||||||

 |
友情链接 |
|
|
|

 一步步新技术 |
 洁净室 |
 激光世界 |
 微波杂志 |
 视觉系统设计 |
 化合物半导体 |
 工业AI |
 半导体芯科技 |






