文/Jean-Michel Pelaprat,Mark Zediker,Mathew Finuf;Nuburu公司
自从2017年第一台高功率半导体蓝光激光器问世以来,工业观察者很快就意识到了其在实现快速高品质铜焊接方面,所展示出的无与伦比的性能。随着技术的不断革新,蓝光激光器的功率和亮度也不断提高,它们很快也在不锈钢、铝、金甚至是黄铜的加工上,显示出了相似的特性。目前,蓝光激光器已经在可靠性和稳定性方面趋于成熟,现在各个行业的客户都在扩大蓝光激光器的应用范围。 与此同时,蓝光激光器技术本身仍在不断发展。例如,多模蓝光激光器的功率和亮度,已经发展到能够与标准的工业扫描振镜相集成。越来越复杂的技术,反过来也在促使应用不断扩展,并且拓展了材料加工能力,并能将金属3D打印的性能提升一个数量级。 工业级蓝光半导体激光器的诞生 Nuburu公司通过光谱合成、空间耦合、偏振合成来组合每一个独立输出的氮化镓(GaN)半导体激光器单管芯片,以获得超高的功率输出。虽然,工业级蓝光激光器直到几年前才得以问世,但是得益于早期砷化镓(GaAs)芯片的技术积累,氮化镓(GaN)芯片的技术也已经特别成熟。例如,GaAs半导体激光器通常可以达到70%的高效率,而GaN半导体激光器也可通过相同的方法,来快速达到近似的效率。蓝光激光器的性能不仅仅取决于其结构设计,也同样遵循物理学的基础规律。 相比于长波长激光,紫铜、铝、金、不锈钢、镍等许多重要的工业金属,都对蓝光有着更高的吸收率,这也大大促进了材料加工应用的发展。蓝光在吸收率方面的优势,也使得材料加工速度和加工质量得以提高。例如,在焊接紫铜方面,蓝光就有着10倍于常规红外激光的焊接速度,同时,蓝光焊接紫铜还能实现无缺陷焊接,而这是红外激光无法实现的。 蓝光激光器还有另一项物理学基础优势。在任一后端光学系统中,最小光斑尺寸是波长的函数——波长越小,可实现的最终聚焦光斑越小。蓝光在某些光路中提供了更小的光斑,这也可以保证长焦距光学系统中的光斑可用,因此,工艺工程师们可利用其最小光斑特性,充分发挥工艺上的灵活性。 蓝光激光器在物理学上的优势、优良的结构设计、可靠性和稳定性等多种优势组合,为其在工业新应用中的发展提供了肥沃土壤。 蓝光激光器的优势 蓝光激光器在锂电池制造中发挥着重要作用,在锂电池制造中,通常需要焊接铜、铝和钢等金属材料,并且这些被焊接的金属材料的厚度,从10µm到1.5mm不等。这种宽范围的材料连接要求,通常需要例如超声波焊接、电阻焊、红外激光焊甚至传统弧焊等多种工艺相匹配。没有一种工艺方法可以同时满足所有焊接要求,而制造商也需要添置繁多的硬件设备,并为之配备单独的维护和培训资源。 由于高反金属对蓝光有着出色的吸收率,因此使用蓝光焊接能提供极宽的加工窗口,这允许工艺工程师可通过选择光斑大小、光斑功率以及焊接速度,来满足不同材料、不同厚度的材料焊接要求。如图1所示,同一套激光系统可完成电池制造中的不同焊接阶段,这样就能通过同时减少硬件设备、培训成本、提高生产效率及焊接效果,来精简生产线的复杂度。
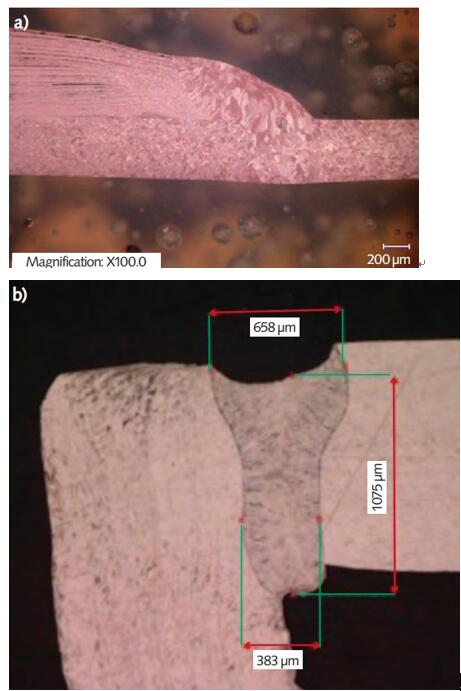
图1:在锂电池的制造过程中,需要诸多不同材料的焊接要求:(a)厚度808µm的铜箔与厚度200µm的极耳之间的焊接;(b)厚度1.2mm的不锈钢焊接。 蓝光激光器也为工业用户提供了物流仓储方面的优势(见图2),因为蓝光激光器的外观尺寸比很多激光器都小,并且它的整机系统效率比绿光激光器高35%,从而可以使产线规划大约优化了一个数量级。而其长达20,000小时的设计寿命和每1千小时<0.5%的功率衰减,也足以证明其可靠性。
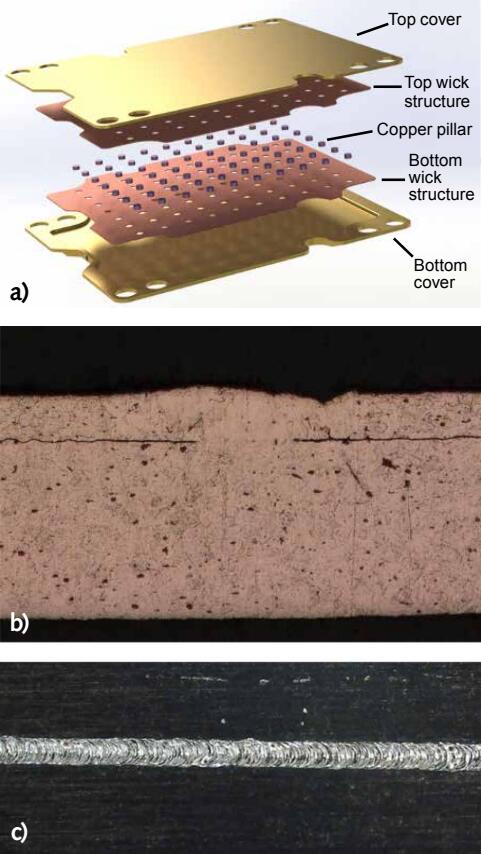
图2:结构紧凑且牢固可靠的400W工业级蓝光激光器模组。 下一个发展阶段 近期,Nuburu公司新推出了一款里程碑式的产品——AI-1500蓝光激光器,它能在1500W的功率下实现11mm-mrad的光斑质量(BPP),达到了可用于标准工业振镜系统集成的亮度阈值。这些使用f-theta透镜将角度转换成位置变化的振镜系统,可以同时最大程度地保证工件表面的聚焦光斑均匀性。即使这类系统不可避免地扩束光斑,降低功率密度,但由于其初始亮度足够,振镜扩束后依然能保持焊接所要的功率密度,并且低于2.3MW/cm²的无缺陷焊接最大功率阈值。 这款蓝光激光器的先进性能,已经开辟出了一些新的应用市场。比如,随着半导体器件的密度持续提升,很多特征都在20nm的尺寸级别。这样的电路密度,将会产生热量的堆积,而这些热量必须要释放出去——尤其是像5G智能手机这类紧凑型器件中。 蒸发腔冷却是一种电路转移热量的有效途径。蒸发腔内含有少量液体,可以在散热器上完成加热蒸发及压缩冷却。 蒸发腔由铜或钢的中空毛细结构薄片,沿着其锋利边角焊接后制成。因为相变需要吸收能量,因此可以实现高达700W/cm²甚至更高的散热通量。内腔保持真空,以达到相变所需要的物理条件。而真空是保持高散热通量和热导率的必要条件。然而对于厚度为50~300µm的薄片的无缺陷和真空密封连接,无疑是一项巨大的挑战。同时,超薄的机械尺寸需要集成到紧凑的电子设备中,因此连接过程还必须保证批量可重复性。 如图3所示,蓝光激光器能实现无缺陷焊接,在500W功率下,焊接速度能够达到10~20m/min甚至更高。也可以使用振镜系统,来满足包括5G智能手机等大批消费类电子产品在内的高速自动化生产要求。
图3:蒸发腔为高密度5G智能手机提供高通量蒸发冷却。 (a)标准蒸发腔结构示意图;50µm+200µm蒸发腔铜片蓝光叠焊显微金相; (b)该应用所需要的高质量稳定焊缝直观图。
蓝光激光器同样使得可再生能源行业快速发展。比如氢燃料电池行业逐渐崛起,这种燃料电池由400个独立的电芯组成,每一个都被薄膜电极组(MEA)包覆。输入端和输出端使用隔膜将氢、氧原子分隔两端,并在氢、氧混合时释放能量。 当前,单个电芯通过四周垫片压缩密封,但垫片可能会泄露。最理想的方法是焊接每个电芯四周,以保证机械性能和严格的气密性。 激光焊是一种快速且柔性的加工方式,但是红外激光焊接产生的非规则焊缝无法满足高品质要求,会出现常说的“焊缝隆起”。当电芯被堆叠时,35µm程度的不规则隆起,会导致输入输出端错位。相比于红外激光焊接,蓝光激光焊接能将隆起效应降低7倍,这对于保持关键端口的焊接对齐至关重要(见图4)。
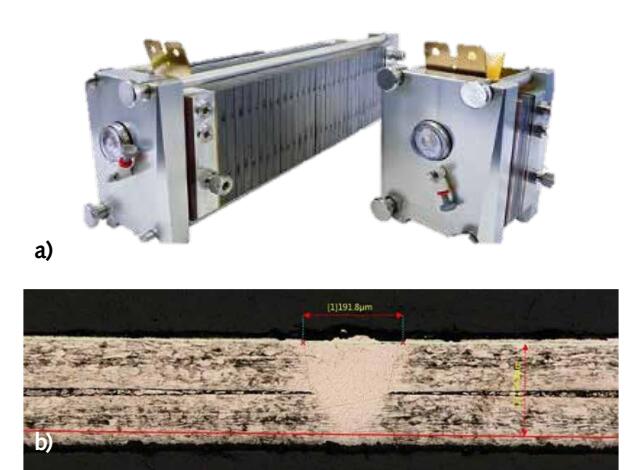
图4:(a)独立电芯堆叠而成的燃料电池示意图;(b)氢燃料电池所需的两片特制钢板焊后金相;如图所示的无缺陷焊接效果,可以优化燃料电池性能,降本增效。 同样的优势也被运用于3D打印之中。打印材料相互作用和蓝光的热传导优势都提升了最终性能。高材料吸收率可以直接提升打印密度;更小的聚焦光斑可以用来制造更精细的零件;相比于红外激光器,蓝光激光器延伸焦距后,还可以扩大10倍的打印范围。 不断的技术革新和产品巩固,正在为蓝光激光器开辟一些新的应用领域,例如用于自由空间光通信,蓝光可以缩小3倍的通光孔径。蓝光还可以提供相比绿光8倍以上的水透过率。对于潜艇激光通信,目前都是按照绿光设计。使用蓝光或两者组合,可以显著提高穿透深度,从而提供更大的通信带宽。提高水下穿透率也同样提高了激光雷达的性能。
总之,蓝光激光器是激光技术基础的一大进步。回顾历史,二氧化碳(CO2)激光器在各种工业应用中证明了激光的价值。随后Nd:YAG激光器利用其较低的运行成本和可靠性,在很多领域取代了CO2激光器,并诞生了一系列新应用。再到后来的光纤激光器,一些应用中的Nd:YAG激光器又被取代了,同样也带来了一些新应用。如今,蓝光激光器正在重现这种模式,它将取代某些老旧的技术,并开辟出一片新的应用天地。蓝光激光器的性能还将继续发展,并且这一趋势极有可能在未来几年中进一步加速。
版权声明: 《激光世界》网站的一切内容及解释权皆归《激光世界》杂志社版权所有,未经书面同意不得转载,违者必究! 《激光世界》杂志社。 |
  激光世界独家专访   
|
||||||||||||||||||