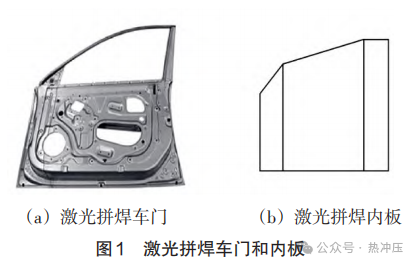
前言 随着全球对节能减排及可持续发展的日益关 注 , 汽车工业正面临轻量化和绿色制造双重挑 战[1] 。在这一背景下 ,激光拼焊技术通过将不同材 质 、不同厚度的板坯拼焊在一起 ,提高了材料利用 率及车身刚性 , 降低了生产成本 , 同时对环境友 好 ,提高了产品设计的灵活性 。这些显著优势为汽 车制造领域提供了关键支持 。但激光拼焊过程中的 操作精度要求高 、焊接气孔问题以及焊缝不一致性 等技术问题仍需解决 。激光拼焊过程中的操作精度 要求高 、焊接气孔问题以及焊缝不一致性等技术问 题仍需解决。 本文将详细探讨激光拼焊最新研究进展 ,分析 其在汽车轻量化中的应用潜力 、面临的技术挑战及 未来发展方向 , 旨在为汽车制造业提供科学 、高效 的技术参考 ,助力汽车工业实际现绿色转型 ,促进 行业的技术进步及可持续发展。 01 激光拼焊概述 激光拼焊(Tailored Welded Blank, TWB)是 将不同材质 、不同厚度 、不同冲压性能 、不同表面 处理状况和不同强度的板坯拼焊在一起 ,而形成一 块整体板材 、型材和夹芯板等 。尚庆慧等[2]综述了 双相钢激光拼焊技术的研究进展 ,讨论了其研究方 向:同质等厚双相钢激光拼焊 、异质等厚双相钢激 光拼焊及异质不等厚双相钢激光拼焊 。在同质等厚 双相钢激光拼焊领域 ,研究主要集中于焊接接头宏 观形貌 、微观组织 、显微硬度 、拉伸失效机制及冲 压成形失效机制 ;在异质等厚双相钢激光拼焊领 域 ,研究集中于焊缝区的力学性能 、显微组织变化 及断裂行为 ;在异质不等厚双相钢激光拼焊领域, 研究集中在优化工艺参数及冲压成形性能上。 02 激光拼焊的特点 激光拼焊具有以下特点:( 1)材料利用率高。可根据零件具体需求选择材料进行焊接 ,优化材料选择。(2)减小车身质量 。在车身安全性能不变的 前提下 , 采用厚度不同的材料可减小车身质量 。(3)提高车身刚性 。增强车身结构刚性 ,提升安全 性。(4)降低生产成本 。外围加强件数量减少 ,装 配步骤及工艺简化。(5)环境友好 。产品设计灵活 度高 。XU T等[3]探索在激光焊接铝合金过程中添加 微量碳纳米管(CNTs), 其双重效应提高了焊接接 头强度 , 降低了能耗 。基于高强度 2A12 铝合金, 针对焊接表面进行预处理 ,在焊接填充材料中引入 纯 CNTs,通过激光焊接试验对比添加 CNTs 的激光 焊接(LC) 过程和传统激光焊接( LW)过程 。结 果显示 ,相较于 LW过程 ,LC过程焊接效率提高了 33%,能耗降低了 33%。LC在减少材料消耗方面具 有显著优势 。添加微量 CNTs 能在不牺牲焊接接头 性能的前提下 ,实现铝合金低碳、高质量焊接。 激光拼焊需高精度装配定位技术 ,对操作人员 技术水平要求较高 。其焊接气孔问题 ,需用精细工 艺控制及质量检测来解决 。BANG H S等[4]针对激光 焊接过程中预处理步骤控制镀锌钢板孔洞生成 ,提 升焊接质量 。他们对 SGARC340镀锌钢板利用部分 穿透模式下锌层去除 、反向激光照射释放残留锌及 预热焊缝方式进行预处理 ,然后在全穿透模式下采 用主焊接过程三步激光焊缝工艺对其进行焊接 。焊 接过程中以氮气作保护气体 ,采用连续波光纤激光 器 。结果表明 ,与传统激光焊接相比 ,其减少了焊 接缺陷及飞溅 ,剪切-拉伸载荷增加了约 37% ,控 制了孔洞生成 ,提高了焊接接头质量。 激光拼焊板质量影响因素包括:( 1)焊接速 度 。其影响热输入量 ,进而影响熔深及焊接质量。(2)激光功率密度 。其过低或过高均影响焊接质 量。(3)保护气体 。惰性气体 、O2 、CO2 等保护气 体体积分数影响焊接质量。(4)工件表面与焦点位 置关系 。其影响焊缝成形。(5)材料特性 。材料的 电阻系数 、表面状态及激光吸收率影响焊接效果。(6)接头间隙 。装配间隙大小与焊缝宽度 、焊接工 件熔深有关。(7)板材表面状况 。水汽 、油污或杂 质影响焊接质量 ,需清洁板材焊缝表面。 激光拼焊板制造过程中 ,焊缝不一致会导致焊 缝强度不均匀分布及冲压成形时变形失稳 。陈东等[5]针对此问题展开研究 。基于对焊前对接间隙实 时跟踪测量 ,他们提出了动态偏移量补偿方法 。研 究表明 , 间隙大小影响焊缝截面形状 、熔化金属体 积 ,通过分析偏移量 、间隙 、熔化宽度及板厚等参 数间关系 ,他们建立了动态偏移量补偿数学模型。他们在全自动激光拼焊设备上进行焊接试验 ,验证 了该方法可解决焊缝不一致的问题 ,提高了激光拼 焊板焊缝质量 。FROSTEVARG J 等[6]致力于通过激 光重熔技术提升焊接质量 。他们针对焊缝底部熔蚀 及焊缝根部轮廓进行改善 ,采用 15 kW 的 Yb 光纤 激光器 ,通过300 mm焦距光学器件聚焦 ,将输出功 率设为9 kW。焊接时 ,焊接速度为 1.5 m/min,焊接 材料为 12 mm厚钢制 Domex,保护气体为 Mison18 (Ar体积分数为 82% ,CO2 体积分数为 18%), 气体 流速为 20 L/min。重熔过程用相同激光器及功率, 将焦点调至板材表面以上 45mm处 ,形成直径为 5 mm 的激光斑点 ,实现重熔 。研究结果显示 ,激光 重熔显著降低了焊缝顶部的熔蚀和根部的过度穿 透 ,改善了焊缝的表面轮廓 ,提升了焊接接头的机 械性能和疲劳寿命 。靳阳等[7]对异强度双相钢激光 拼焊板冲压开裂问题进行分析 ,提出了相应改进措 施 。他们基于 AutoForm 软件对前大梁零件冲压成 形过程进行模拟 ,探析了不同位置应力和应变的变 化规律及材料厚度减薄率情况 ,并在生产实践中验 证了模拟结果的准确性 。研究发现 ,焊缝处材料在 成形初期受成形力及压边力作用 ,在后期主要受到 双相钢位移产生的拉应力作用 ,这导致焊缝处材料厚 度减薄率及塑性应变增大 ,材料发生开裂;优化压边 力至 1 500 kN,可避免零件开裂 。魏敬丹等[8]针对高 斯热源模型进行有限元分析 ,运用 APDL语言编程 实现移动热源加载 ,对铝合金激光拼焊过程中的应 力场变化进行数值模拟 。在焊接过程中 ,焊缝区域 主要承受拉应力 ,远离焊缝区域则逐渐过渡到压应 力状态 。他们分析了激光功率和焊接速度对应力场 的影响 。在激光功率为 3 000~4 500 W、焊接速度 为 2~4 m/min 的条件下 ,随着激光功率的增加和焊 接速度的降低 ,焊缝附近的拉应力峰值及其分布范 围均有所增大 。王大伟[9]探讨了汽车覆盖板用铝锰 合金薄板的激光焊接技术 ,包括焊接工艺 、焊接接头的组织结构及其性能 ,分析了铝合金的种类 、焊接性能和用途 , 以及铝合金焊接过程中常见的问题 和缺陷 。他们进行了铝锰合金薄板的激光焊接工艺 试验 ,确定了激光功率密度和焊接速度等关键工艺 参数 ,成功实现了铝锰合金薄板的激光焊接 。他们 对焊接接头的微观组织进行了观察 ,分析了焊接接 头的力学性能 。结果表明 ,焊接接头的抗拉强度达 到母材的一定比例 ,但焊接接头存在晶粒粗大 、气 孔和热影响区软化等问题 。他们研究了轧制处理对 焊接接头组织和性能的影响 。结果表明 ,轧制后焊 接接头的抗拉强度得到提高 ,且接头组织变得更致 密 ,气孔缺陷减少。 03 激光拼焊的应用 激光拼焊技术在汽车轻量化中应用广泛 ,主要 用于车身结构件的制造 ,如车身纵梁 、地板 、车门 内板 、风挡玻璃框架 、骨架 、车身侧框架 、轮罩 板 、 中间支柱( B 柱)、 侧围和保险杠等 。激光拼 焊板使用量大约占钢制车身结构总质量的 50%。激 光拼焊车门和内板如图 1所示。陈嘉玥等[10]针对新能 源汽车轻量化需求 ,开发了新型一体式激光拼焊热 成形门环。该门环采用 1 000、1 500和2 000 MPa三 种强度热成形钢板 ,通过激光拼焊技术将不同强度 板料及补丁板集成 ,提升碰撞变形及吸能性能 。分 别对一体式激光拼焊热成形门环及传统冲压焊接门 环进行变形壁障及 25%偏置碰撞数值仿真分析 。结 果表明 ,相较于传统门环 ,一体式门环在 25%偏置 碰撞中侧面变形侵入量减少了 14.4% ,在变形壁障 碰撞中的变形侵入量也优于传统门环 。在机械性能 测试中 , B 柱上板 Patch 板抗拉强度达 1 878 MPa, 门槛加强板抗拉强度达 1 041 MPa, 同时韧性均较 优 。在轻量化效果方面 ,整车质量减小 10.146 kg, 材料利用率从 66.7%提至71.19%。沈怡等[11]对一体 式热成形激光拼焊门环技术展开研究 ,结合热成形 技术及激光拼焊 ,实现汽车门环成本降低 、结构轻 量化及安全性能提升 。优化后单侧门环质量减轻 2.82 kg,整车质量减轻比例超过 18.6%。对比性能 显示 ,一体式热成形激光拼焊门环在模拟碰撞中钣 金变形和侵入量更小 。A柱上铰链及上仪表板位置侵入量分别下降 32.8 mm 和 15.6 mm,达到碰撞性 能目标值。
双相钢激光拼焊技术面临焊缝区的粗大 、过饱 和铸态组织生成 、接头软化以及热影响区软化等问 题 ,这可能导致接头性能降低 ,影响冲压成形过程 中焊缝完整性及塑性成形性能 。未来应改善双相钢 激光拼焊板接头组织 、提高接头强韧性以及深入研 究防止热影响区软化的方法。 04 结束语 本文分析了激光拼焊技术在提高材料利用率、 降低生产成本 、提升产品性能及促进环境友好型生 产方面的优势 。深入探讨了激光拼焊的最新研究进 展及其在汽车轻量化中的应用潜力和面临的技术挑 战 。激光拼焊技术具有材料利用率高 、减轻车身质 量等优势 ,这使其在汽车制造中得到广泛应用 。但 焊接过程中的气孔问题 、焊缝不一致性及对操作人 员技术水平要求高等问题仍需解决 。针对气孔问 题 ,可优化焊接参数 ,如激光功率 、速度和焦点位 置及使用高质量的保护气体 。针对焊缝不一致性的 问题 ,可采用实时监控和自适应控制系统 ,确保焊 接过程中的一致性 ,提高焊缝质量 。针对对操作人 员技术水平要求高的问题 , 可通过培训和技能提 升 , 以及开发更自动化的焊接系统 ,降低对操作人 员技术水平的依赖 。未来将致力于开发更精细的工 艺控制方法并提升质量检测技术 , 同时探索新的焊 接材料及方法 ,提升焊接接头性能和生产效率。
转自:热冲压 来源:铝加工 作者:刘帅;李明家;左子豪;石帅磊;田茂松 注:文章版权归原作者所有,本文内容、图片、视频来自网络,仅供交流学习之用,如涉及版权等问题,请您告知,我们将及时处理。
版权声明: 《激光世界》网站的一切内容及解释权皆归《激光世界》杂志社版权所有,未经书面同意不得转载,违者必究! 《激光世界》杂志社。 |
  激光世界独家专访   
|
||||||||||||||||||