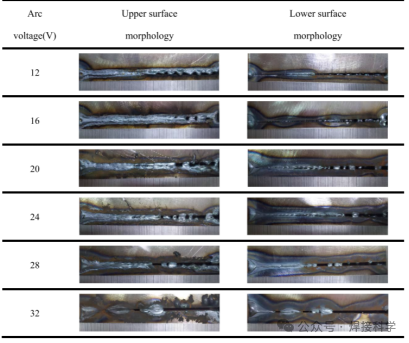
前言 激光-电弧复合焊接是将激光热源和电弧热源有机结合起来的一种新型高效焊接工艺。它兼有激光焊接和弧焊的优。通过有效地利用激光热源,可以在提高焊接速度的同时保持电弧的稳定性,同时解决了电弧 焊熔深不足的问题。另一方面,电弧热源的使用可以弥补激光焊接在宽间隙加工条件下适应性差的问题。还可以改善激光对高反射材料焊接效果差的问题。因此,激光-电弧复合焊接技术可以满足工业生产中宽间隙、高焊接速度的加工要求。在提高生产效率的同时,降低了工业生产对夹紧精度的要求,最终仍能获得良好的焊接效果。这些优点使其成为业界最有前途、最高效的焊接技术之一。但在对接间隙较大的情况下,良好的焊接效果离不开合适的焊接工艺。激光-电弧复合焊的焊接过程相对复杂,激光束间距、电弧参数、激光功率等因素都影响最终的焊接效果。 本研究成果“Research on weld formation mechanism of laser-MIG arc hybrid welding with butt gap”发表于期刊“Optics and Laser Technology”。 论文链接:https://doi.org/10.1016/j.optlastec.2020.106530 正文 图1显示了不同电弧电压下激光-电弧复合焊接焊缝的宏观形貌。当电弧电压为12 V时,焊缝最大长度达到45 mm,工件两侧壁可同时熔化的最大间隙为0.9 mm,焊缝超过45 mm后,熔滴全部过渡到基体一侧。28 mm和45 mm之间的焊缝已塌陷(因此,实际最大桥接间隙为0.56 mm)。这是因为随着焊接间隙的增加,作用在熔池上的向下合力变得更大。
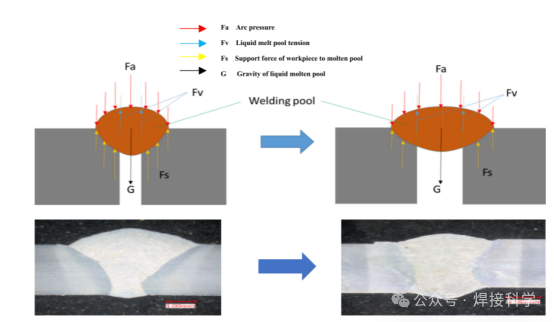
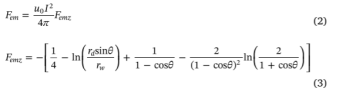
图 1不同间隙下电弧电压对激光-电弧复合焊接焊缝形貌的影响。 如图2所示。图中的电弧压力主要由等离子体流动力(Fp)和电磁压缩力(Fem)组成。从式可以看出,仅改变对接间隙,FP和Fem不受影响,因此电弧压力保持不变。液态熔池的重力不受对接间隙的影响。此外,随着对接间隙的增大,母材的熔化量将大大减少,因此金属蒸气对熔滴的向上作用力也将消失。但对接间隙的增大会降低工件对液态熔池的支撑力。并且随着熔池液桥变平,熔池内部的张力变小,因此导致熔池向下塌陷的总合力变大。这会导致对接间隙小时,焊缝的弯曲高度大;对接间隙大时,焊缝的弯曲高度小。如图2中焊缝的截面图所示。因此,从焊缝背面可以观察到,焊缝之前的28 mm没有被穿透,而28-45 mm由于熔池塌陷而形成得更好。当电弧电压增加到16 V时,焊缝成形显著改善,并且成形更平坦。焊缝上表面成形良好的长度达到68 mm,最大桥接间隙为1.36mm。由于上述相同的原因,焊缝在50至68 mm之间也发生塌陷。从焊缝背面形成的角度来看,整个焊缝未完全焊透。即使当熔池在50-68 mm处塌陷时,它仍然没有熔化通过整个工件。由于仅改变电弧电压而不改变焊丝进给速度,因此在间隙较大的情况下,熔敷量相对不足,因此不能穿透整个工件。当电弧电压继续增加到20 V时,焊缝的上表面开始恶化,并且所形成焊缝的长度减小。焊缝的上表面变得非常平坦,并且剩余高度非常小。这是因为随着电弧电压的上升,焊接电弧的压力上升,电弧的范围变大,熔池在横向上受到应力,扩散更加均匀。因此,熔化宽度变大,焊缝变平。焊缝背面熔化,但连续性不好。总体而言,焊接差距桥接能力减弱。当电弧电压为24V时,焊缝上表面的成形继续恶化,并且良好成形的长度进一步减小。然而,焊缝背面的形成被进一步改善。并且焊缝的背面基本上是可渗透的并且相对连续。焊缝形成的最大长度为67 mm,可焊接的最大间隙为1.28mm。当电弧电压为28V时,焊缝的上表面的形成继续恶化,并且焊缝和侧壁之间的形成变得不连续。这主要是由于熔滴过渡过程中熔滴尺寸变大,使得焊缝不同位置的熔滴受热不均匀,造成焊缝成形不均匀。与此同时,焊缝的背面也开始变质。可形成的焊缝最大长度为50 mm,可焊接的最大间隙为1.0mm。当电弧电压达到32 V时,复合焊接过程不再稳定,无法形成焊缝。这是因为电弧长度太长,电弧容易漂移,焊接过程不稳定,焊缝无法形成。
图 2不同间隙对接激光电弧复合焊熔池应力分析及相应焊缝截面示意图。
综合分析发现,电弧电压能有效地提高复合焊差距桥接能力。因为电弧电压影响焊接电弧的压力、焊缝的形成和熔深。随着电弧电压的增加,复合焊的焊深显著增加,焊缝上部和背部的成形状态呈现相反的趋势。焊缝上侧的形成逐渐恶化,而背面的形成逐渐改善。由图3可知,电弧电压为16 V时,复合焊差距桥接能力最好,且随着电弧电压的增大,差距桥接能力先增大后减小。
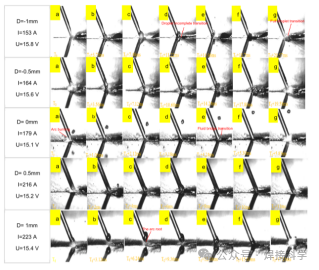
图 3电弧电压对激光-电弧复合焊接最大间隙尺寸的影响。 在本实验中,高速摄影图像采集在五个不同的激光-焊丝距离,以分析熔滴过渡过程中的焊接。如图10所示,其中D表示激光线距离,I表示焊接电流,U表示电弧电压。当激光-焊丝距离为-1.0 mm时,激光能量主要用于熔化焊丝,相当于提高送丝速度或可视为热焊丝熔化焊。送丝速度的增加使焊接电流增大,焊接过程不稳定。在复合焊接熔滴过渡过程中存在两种过渡。液滴的第一个过渡未能完成过渡,而第二个过渡是液滴的完整过渡。这是因为熔滴形成颈缩需要一定的时间,而连续的激光波仍作用在焊丝上,焊丝继续熔化。此时,电流大,形成颈缩的电流的力将激光熔化焊丝时形成的熔滴拉起。由此形成了不完全过渡现象。由于双熔滴过渡现象,熔滴过渡周期相对较长,为20.57 ms。当激光-焊丝距离为−0.5 mm时,复合焊熔滴过渡与激光-焊丝距离为−1.0 mm时的熔滴过渡基本相同,该熔滴转移的周期稍短,为19.58ms。从图10中可以看出,当焊丝间距为0 mm时,混合焊接的熔滴转移频率非常高,液滴转变周期为5.83ms。图10中的(a)-(c)处于电弧状态,图10中的(d)-(f)处于桥-液体转变状态。当激光-丝距为0 mm时,液滴过渡呈现短路过渡法和桥-液过渡法的混合过渡方式。这种液滴过渡方法频率高,桥液过渡稳定性好。因此,复合焊接的稳定性得到了显著提高。当激光丝距为0.5mm时,熔滴转变与激光丝距为0 mm时相似,为短路转变和桥液转变的混合转变形式,如图10中的(d)-(f)所示。
图4 激光-电弧复合焊接熔滴过渡的高速摄影 转自:焊接科学 注:文章版权归原作者所有,本文内容、图片、视频来自网络,仅供交流学习之用,如涉及版权等问题,请您告知,我们将及时处理。 |
  激光世界独家专访   
|
||||||||||||||||