随着人们对更小尺寸、更高精度产品的需求不断增长(从医疗器械到先进微电子等各个领域皆是如此),激光已经成为比以往任何时候都更加不可或缺的一种制造工具。超短脉冲(USP)激光(脉冲宽度处于皮秒和飞秒量级)正越来越多地被用于执行要求极为严苛的微加工任务,因为它们能够实现高水平的加工精度和加工质量。 然而,超短脉冲激光并非适用于所有情况。特别是在以较低的总体成本实现高产出方面,它们的确存在一些实际的局限性。相比之下,更为成熟的纳秒(ns)脉冲激光技术,通常具有更高的烧蚀速率、更低的成本、更高的可靠性以及更易于实施等特点。虽然它们主要通过热烧蚀去除材料——这在一定程度上限制了其进行最高精度加工的能力,但使用紫外(UV)波长以及更短的个位数纳秒脉冲宽度,可以弥补这一不足。 MKS 公司旗下的 Spectra-Physics® 研发出了一款纳秒脉冲激光器——Talon® Ace UV100,它能提供 100 W 的紫外功率以实现高加工吞吐量,并且能在高脉冲重复频率(PRF)下产生短至 2 ns 的脉冲宽度,适用于高速精密微加工。Talon Ace 的一个关键特性是其创新的 TimeShift 可编程脉冲功能,能产生 2~50 ns 的脉冲宽度,并能实现诸如整形脉冲和脉冲串等定制化输出。这一性能使其能够胜任传统调 Q 纳秒脉冲激光器无法实现的应用场景。
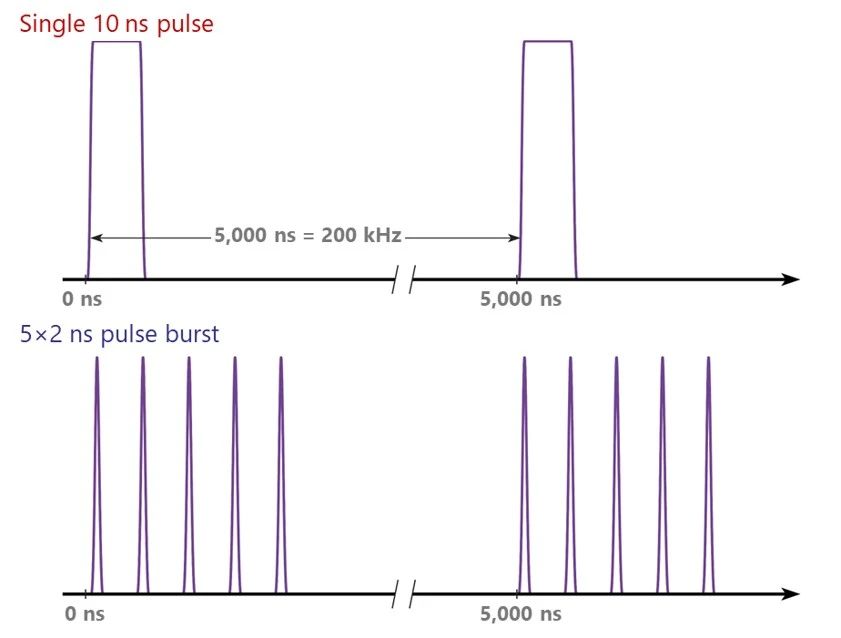
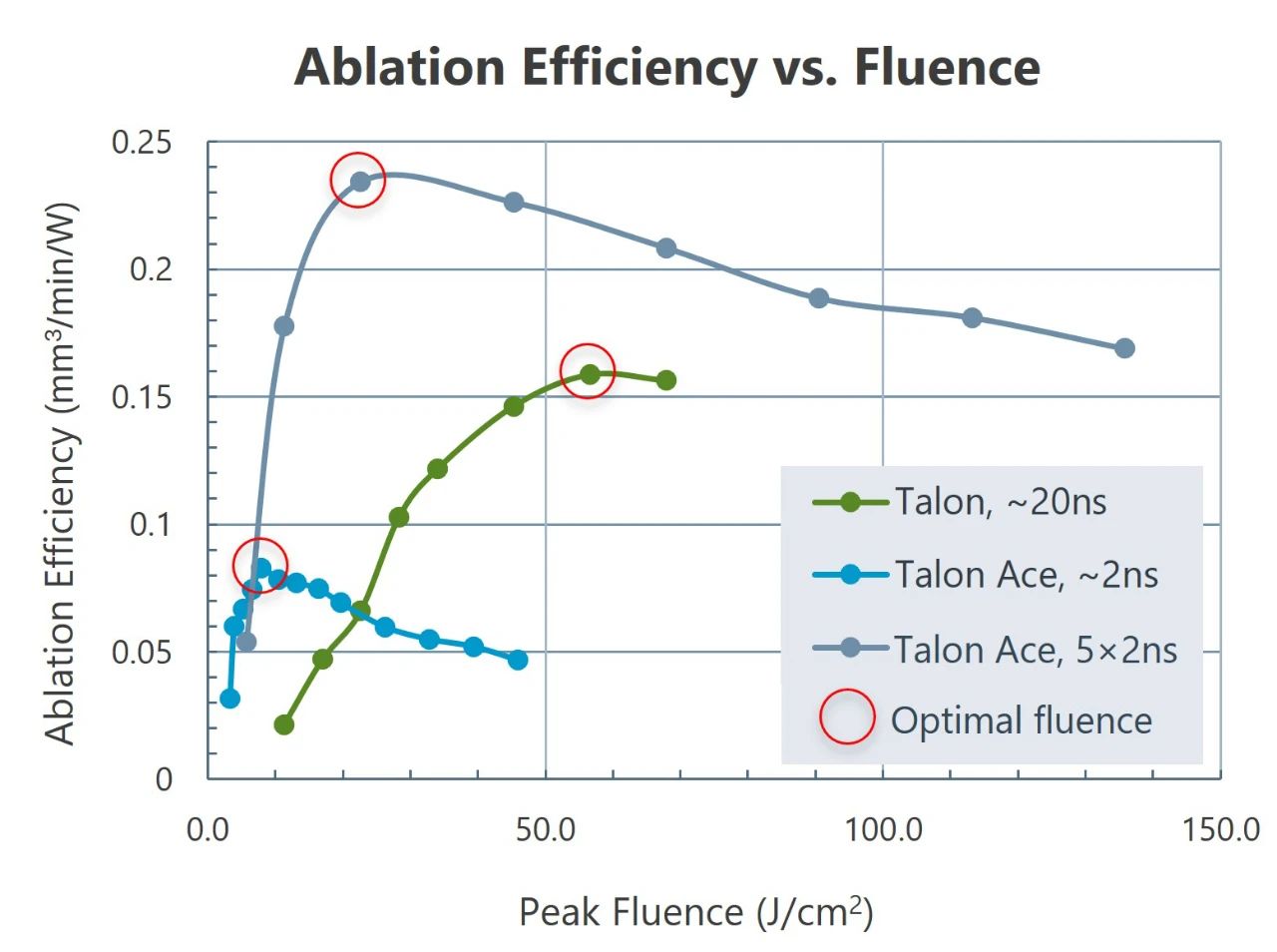
图 1:在脉冲串模式下,激光器发射出一小串短脉冲(脉冲串子脉冲),而非单个脉冲。在相同的重复频率下,每个脉冲串的总能量几乎与单个长脉冲的能量相同。 图 1 展示了 Talon Ace 的 TimeShift 脉冲串输出能力,对比了 5×2 ns 的脉冲串与单个 10 ns 的脉冲,两者输出脉冲(或脉冲串)的重复频率均为 200 kHz。在每种情况下,“激光发射”的总时间约为 10 ns;然而,脉冲串输出将能量分配到一系列子脉冲中,这使得每个子脉冲对于高效材料烧蚀可能更为理想。子脉冲之间的时间间隔以及每个子脉冲所包含的能量完全可编程,与激光器的工作重复频率无关。而且,各种 TimeShift 输出模式之间的切换速度非常快,约为几十微秒,这使其非常适合在加工由多种材料组成的样品时,实现即时模式切换。 在 TimeShift 功能中几乎每个参数都可以变化,这使用户能够定制脉冲输出,以满足特定的应用需求。鉴于 TimeShift 如此强大的适应性,探究它如何在微加工过程中提高产出、效率和质量就显得尤为重要。 本文的实例旨在表征 Talon Ace 在铜板材料(厚度 6 mm)上的微加工能力,分别采用单脉冲和脉冲串输出,并与传统的调 Q 半导体泵浦固态激光器 Spectra Physics Talon UV15 的加工能力进行比较。使用两轴振镜通过多次逐行扫描铣削出小范围的材料。在 X 和 Y 方向(扫描方向和步进方向)上,空间脉冲重叠率均为 60%,全程使用 50 kHz 的重复频率。光束通过一个焦距为 163 mm 的远心 f-theta 物镜聚焦,并使用一个外部可变功率衰减器控制入射能量密度。 烧蚀速率和效率通过测量加工特征的深度(并计算体积)以及所使用的总体激光照射量(功率、脉冲数、加工时间)来确定。图 2 展示了不同的脉冲输出模式下,体积烧蚀效率与峰值能量密度的关系。烧蚀效率是指归一化为平均功率为 1 W 时,单位时间内去除材料的体积,单位为 mm3/min/W。
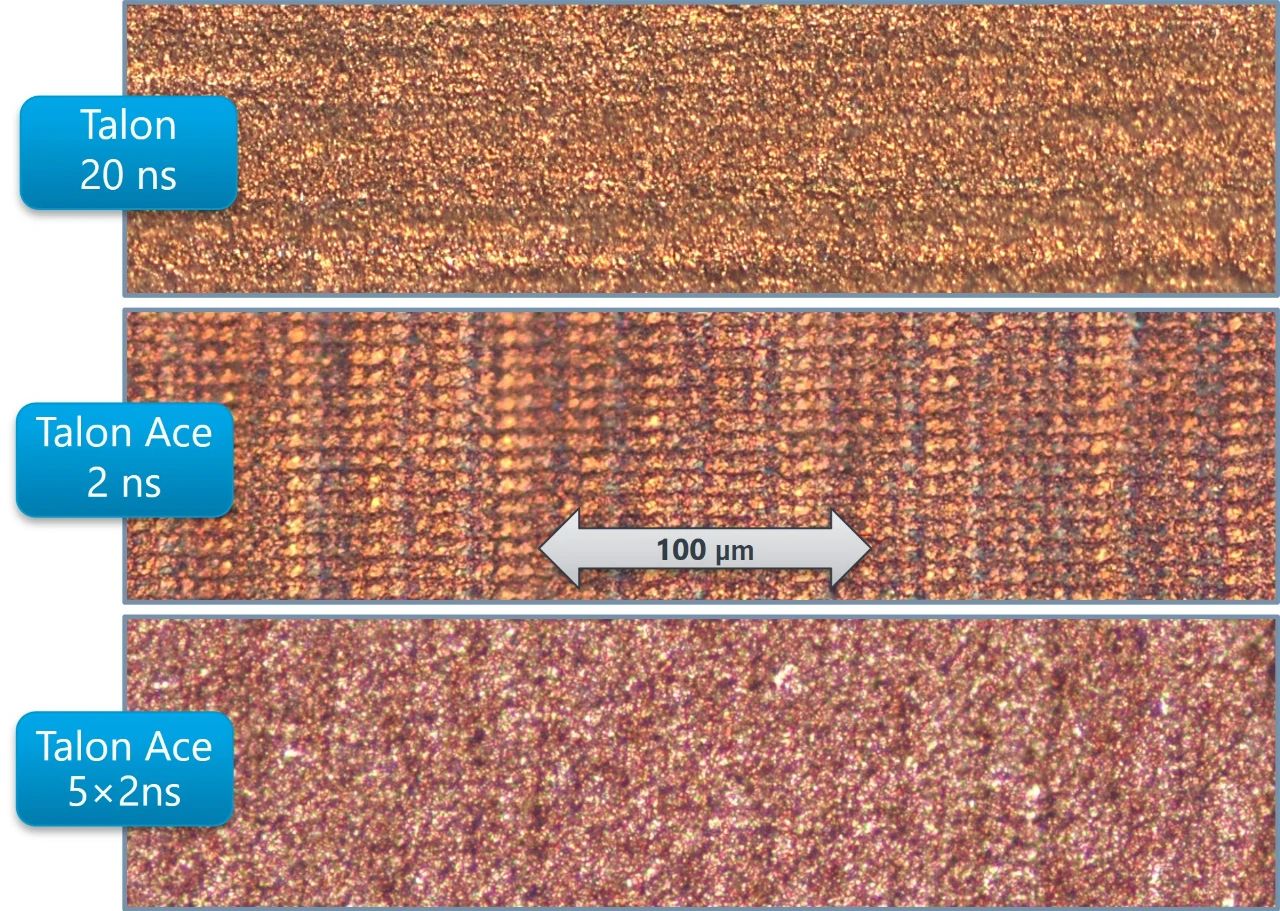
图 2:烧蚀效率数据表明,在加工铜时脉冲宽度的重要性以及使用脉冲串的益处。 对于较低的能量密度,Talon Ace 以单个 2 ns 脉冲运行时,比传统的 20 ns 调 Q 激光器具有更高的烧蚀效率。有趣的是,2 ns 脉冲实现最高烧蚀效率的能量密度(约 8 J/cm2),大概接近 20 ns 脉冲引发材料烧蚀的阈值能量密度;事实上,20 ns 脉冲在该能量密度下尚且不能去除材料。当施加更高的能量密度时,情况则相反,较长的脉冲实现的烧蚀效率几乎是较短脉冲的两倍。 热扩散理论可以解释这些结果。脉冲宽度越长,热量就有更多时间扩散到铜材中,从而稀释了吸收的激光能量。因此,需要更高的入射能量密度来启动烧蚀。然而一旦开始烧蚀,每次去除的材料增量体积就会更大。另一方面,较短脉冲的更高峰值功率会在显著的热扩散发生之前就引起材料烧蚀。显然,较短的脉冲宽度能够实现可控性良好的烧蚀,同时减少热负荷;并且在较低的总能量密度下具有最高的烧蚀效率,输入到材料中的能量的减少,也会相应地缩小热影响区(HAZ)。 在本案例中,5×2 ns 脉冲串输出模式可以显著提高烧蚀效率。从各种脉冲输出模式的烧蚀效率峰值比较中可见,Talon Ace 在脉冲串模式下的最高烧蚀效率(0.23 mm3/min/W),是单个 2 ns 脉冲峰值烧蚀效率(0.08 mm3/min/W)的 2.8 倍,比 Talon 调 Q 激光器的单个 20 ns 脉冲的峰值烧蚀效率(0.16 mm3/min/W)高出近 50%。这种脉冲串烧蚀效率更高的结果,与使用超短脉冲激光的类似研究结果一致,但其背后的原因尚未完全明晰。 使用传统光学显微镜以及 3D 扫描白光干涉仪进行加工质量分析。图 3 展示了所测试的用三种脉冲输出模式加工后的铜表面的特写图像,每张图像均在各自的最佳能量密度条件处或附近(图 2 中的红圈处)拍摄。
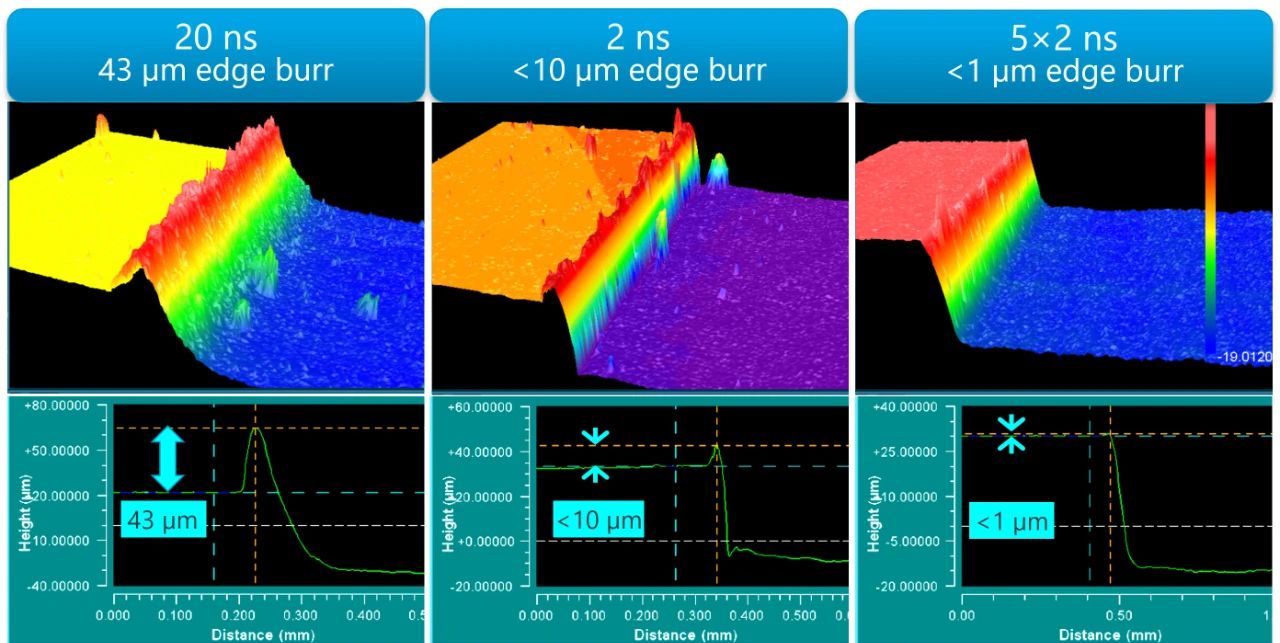
图 3:光学显微镜特写照片展示了 2 ns、20 ns 单脉冲输出以及 5×2 ns 脉冲串输出加工的表面质量。 从图 3 中可见,三种脉冲输出模式下的加工质量总体都挺好。然而,Talon Ace 以 2 ns 单脉冲输出加工的表面上显示出了单个烧蚀点,表明有极小的热影响(例如熔化),否则这些特征会融合在一起。相比之下,在使用调 Q Talon 以 20 ns 单脉冲和 Talon Ace 以 5×2 ns 脉冲串加工的两种情况下,单个烧蚀坑更明显地融合在一起,形成了看似更均匀但略显粗糙的整体表面。这可能是由于激光与材料相互作用中的一些热成分,如局部熔化,使得表面形貌在原位得以均匀化。 接下来,使用扫描白光干涉仪监测加工特征的边缘是否有毛刺形成(图 4)。
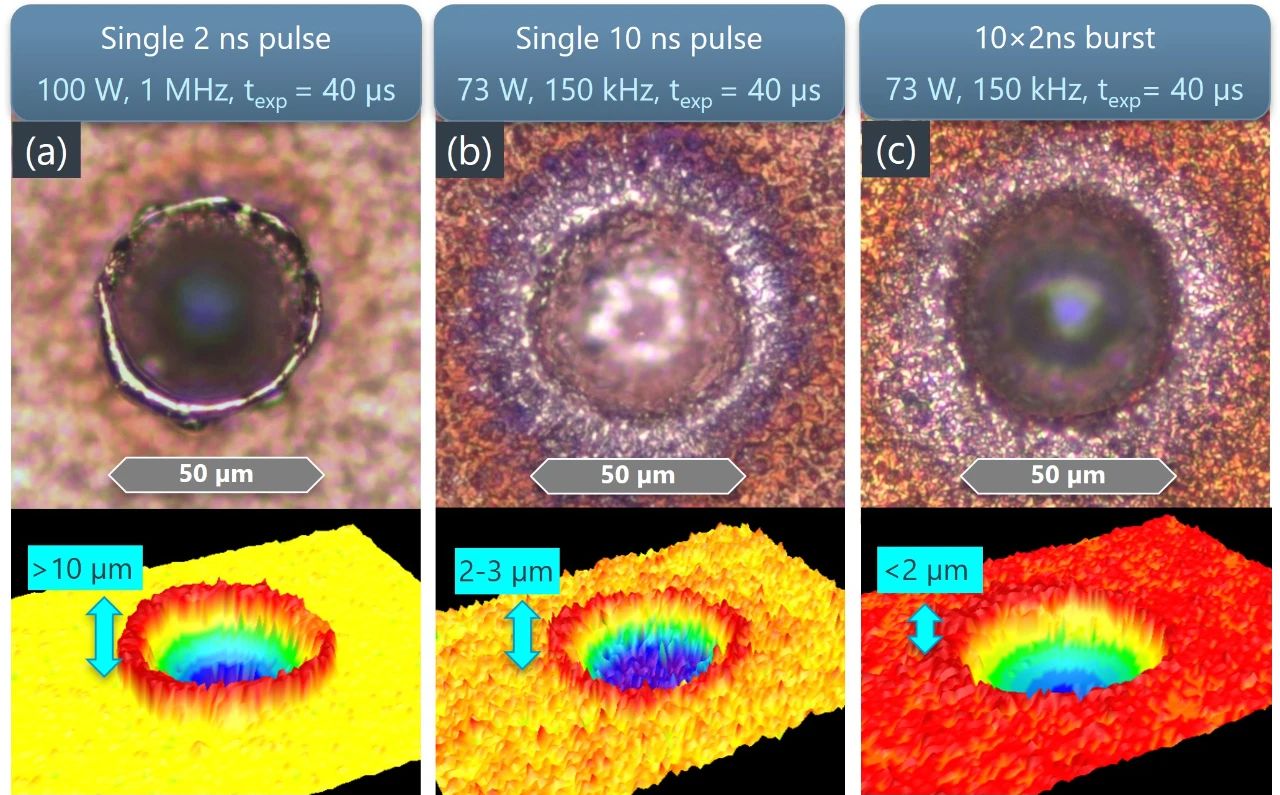
图 4:光学表面轮廓测量显示,从 20 ns 脉宽变为 2 ns 脉宽时,边缘毛刺减少;而用 5×2 ns 脉冲串加工,边缘毛刺进一步减少。 在边缘毛刺方面,处于脉冲串模式运行的 Talon Ace 比其他两种情况的加工效果要好得多(平均边缘毛刺小于 1 µm)。需要注意的是,在此示例中,所有工艺均未针对减少边缘毛刺进行优化,因此所有情况都有可能进一步改善。但是我们预计,即使经过优化后,脉冲串输出的 Talon Ace 仍将产生最小的边缘毛刺。 在一项颇具挑战的工业应用中,展示了使用 Talon Ace 的 TimeShift 功能加工铜的优势。这项应用要求在一块由铜、聚酰亚胺和铜组成的叠层材料上钻盲孔,铜/聚酰亚胺/铜层的厚度分别为 12/25/12 µm。在多步骤工艺中,关键的第一步是使用激光通过简化的冲击钻孔工艺(而非套料钻孔),在顶部铜层上钻出一个直径 50 µm的孔。冲击钻孔本质上速度更快、成本更低(无移动部件等),但要实现更大的直径和高质量颇具挑战性。图 5 中给出了总结图表和数据,将 10×2 ns 脉冲串工艺的加工结果与另外两种单脉冲(10 ns 和 2 ns)的加工结果进行了比较。
图 5:对于相同或更低的平均功率,在柔性印刷电路板(PCB)顶部铜层钻孔加工中,10×2 ns 脉冲串比 10 ns 和 2 ns 单脉冲表现更优。 在仅 40 µs 的钻孔时间内,10 ns 和 2 ns 单脉冲均未能达到可接受的加工质量和产出水平。 相比之下,10×2 ns 脉冲串在相同的时间内加工出了一个质量明显更优的干净通孔。脉冲串加工实现的低毛刺高度(<2 µm),对于诸如镀铜和多层柔性 PCB 层压板堆叠等下游工艺非常重要。 从脉冲宽度的角度来看,激光通常被分为纳秒脉冲与超短脉冲,但本加工示例呈现的结果,意味着还需要对脉冲宽度进行更细致的区分。我们发现,较短的个位数纳秒脉冲与几十纳秒的脉冲相比,能产生截然不同的加工结果。同样明显的是,由纳秒脉冲组成的脉冲串具有很大的加工优势(就像超短脉冲激光能做到的那样),这也能带来显著的经济效益。凭借在纳秒和超短脉冲两种模式下的 TimeShift 脉冲定制功能,MKS | Spectra-Physics 激光器,非常适合应对最具挑战性和复杂性的工业激光加工应用,同时提供强大的价值主张。 Talon Ace 激光器 Talon Ace UV100 是一款强大的纳秒脉冲激光器,以小巧的外形提供的大于 100 W 的紫外功率,提供出色的性价比。这款新型激光器提供了优异的灵活性,包括 TimeShift 可编程脉冲功能和宽泛的脉冲重复频率范围,以实现微加工工艺的优化。Talon Ace UV100 非常适合先进电子封装、PCB、光伏、陶瓷、半导体以及其他材料和组件的微加工中的高速、高质量制造。
转自:MKS光电解决方案 注:文章版权归原作者所有,本文内容、图片、视频来自网络,仅供交流学习之用,如涉及版权等问题,请您告知,我们将及时处理。
版权声明: 《激光世界》网站的一切内容及解释权皆归《激光世界》杂志社版权所有,未经书面同意不得转载,违者必究! 《激光世界》杂志社。 |
  激光世界独家专访   
|
||||||||||||||||||