文/LFWC 玻璃是一种关键的工业材料,全球玻璃市场总体规模不断扩大,预计到2025年将达到约700亿美元,这主要得益于手机/电脑、显示、光伏、汽车、建筑等多个行业的持续发展,对玻璃产品的需求不断增长。 市场对玻璃产品需求增长的同时,必然伴随着对玻璃加工需求的增长,包括玻璃的切割、钻孔、打标甚至焊接,而这些加工恰恰为飞秒激光技术提供了大显身手的广阔舞台。 飞秒激光的脉冲持续时间极短(10-15s量级),在与材料相互作用中几乎不产生明显的热效应,从而获得质量卓越的“冷加工”。飞秒激光可以加工各种材料,特别是对于玻璃等传统的加工方法难以加工的硬脆性材料,飞秒激光技术的不断创新,为这类材料加工提供了一种高精度、高质量的解决方案。 创新的飞秒脉冲串加工模式 飞秒激光虽然能够通过超短脉冲的冷加工方式,实现无与伦比的加工质量,但是飞秒激光加工的最大挑战之一是加工速度慢,无法满足工业化大生产的加工吞吐量要求。 为了实现高质量、高速度加工,业界研究出了“脉冲串加工模式”(burst mode),即将高能脉冲分成多个较小的脉冲,这些小脉冲以MHz和GHz范围内的脉冲串重复运行。大量实践已经验证,这种方法非常适用于玻璃等材料的微加工应用,在保证高加工质量的同时,还能大幅提升加工吞吐量。 EKSPLA的FemtoLux 30飞秒激光系统使用有源光纤环路(AFL)技术,能够产生MHz、GHz以及MHz+GHz模式的脉冲串,并且每个脉冲串中的脉冲数量可调范围为2-1100个。此外,AFL技术还能对脉冲串幅度精确控制,具备极高的应用灵活性。
图1:FemtoLux 30不同的GHz脉冲串操作模式:(a)短GHz脉冲串,(b)长GHz脉冲串,(c)MHz+GHz混合脉冲串。(图片来源:EKSPLA) 玻璃铣削(milling) 为了克服飞秒激光加工玻璃在吞吐量方面的限制,可以采用GHz脉冲串模式,将高能脉冲分割成多个子脉冲,来提高加工过程的吞吐量。 要充分利用可用的激光功率,是一项具有挑战性的工作,因为非常高的单脉冲能量和高重复频率很可能导致加工缺陷,从而影响工艺质量。为了充分利用可用功率又保证加工质量,可以使用FemtoLux 30的GHz脉冲串模式,每个脉冲串中包含70个子脉冲,子脉冲的重复频率为2GHz。与单脉冲模式相比,该加工过程的吞吐量增加了7倍。玻璃铣削的加工示例如图2所示。
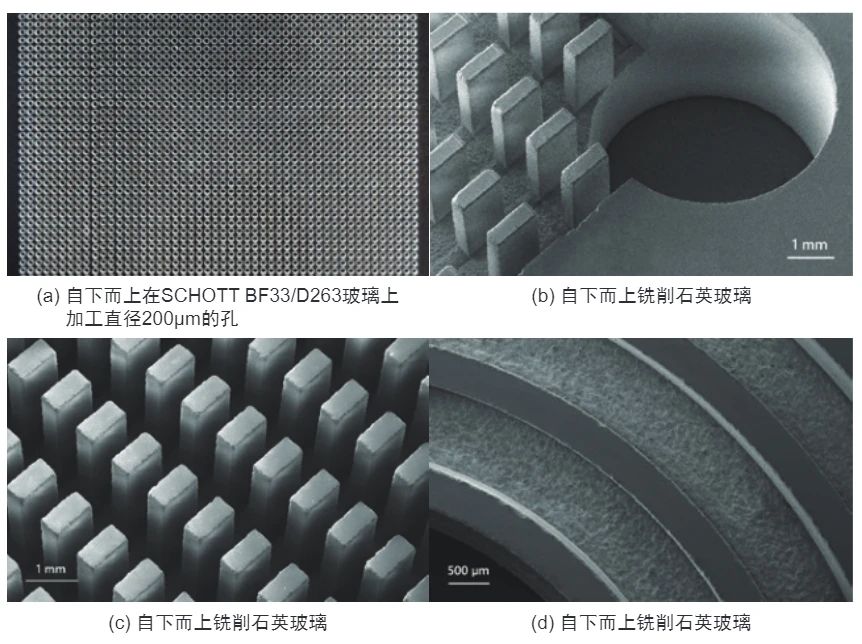
图2:利用飞秒激光的GHz 脉冲串模式对各种玻璃进行铣削加工。(图片来源:FTMC) 自下而上的玻璃钻孔 传统的激光钻孔方法难以实现高深宽比的几何钻孔形状,因为烧蚀的碎屑会在烧蚀区域内积聚,阻碍了进一步的材料去除,导致烧蚀深度饱和。采用自下而上钻孔的方式,将激光束聚焦在样品的底部,这样可以从样品背面去除所有烧蚀产生的碎屑,不会在加工区形成碎屑积聚,从而在玻璃中实现高深宽比的几何形状。 将FemtoLux 30的GHz脉冲串功能与自下而上的钻孔工艺相结合,可以实现高工艺吞吐量。通过精确灵活地控制脉冲串中的脉冲能量和脉冲数量,可以精确控制玻璃中产生的热应力。利用正确的参数,材料去除过程将转换到激光诱导材料断裂,玻璃以颗粒形式被去除。 在该案例中,在FemtoLux 30的GHz脉冲串中使用25个脉冲,可以实现600mm3/min的材料去除率。这种自下而上的钻孔方式不仅在高生产率方面表现出色,而且提供了形成深度达到数十毫米的各种零锥度孔和通道的能力。加工示例如图3所示。
图3:在玻璃上进行自下而上的钻孔/铣削加工。(图片来源:FTMC) 薄玻璃基板加工 加工厚度小于0.5mm的薄玻璃基板,由于其易碎性以及在过度热负荷下易开裂等原因,加工过程中面临重大挑战。飞秒激光器是加工薄玻璃基板的理想选择,因为它的超短脉冲持续时间可以最大限度地减少热积累,从而产生卓越的加工质量。 EKSPLA的FemtoLux 30激光器在加工薄玻璃方面具有很强得优势。它可以灵活的选择加工参数,可以对各种玻璃类型进行工艺优化,得到最优加工参数,最终实现最小碎裂和无裂纹的薄玻璃基板加工。加工示例如图4所示。
图4:在薄硼硅玻璃上钻300μm孔(左)及其扫描电镜图(右)。 飞秒激光诱导选择性蚀刻 飞秒激光诱导选择性蚀刻需要两个加工步骤,首先利用聚焦的飞秒激光脉冲进行材料结构改性,然后再进行化学蚀刻,选择性地去除激光改性过的区域。该加工技术能够在透明材料中实现精确的无锥度3D微加工,可以实现数百纳米范围内的表面粗糙度,并具有在晶圆级尺度上的操控能力。 FemtoLux系列激光器非常适合这一加工过程。例如,用熔融石英制造了一种可移动的双稳开关,其臂宽为20µm。此外,在熔融石英玻璃衬底上制备了各种直径的零锥度玻璃通孔。这些样品证明了飞秒激光诱导选择性蚀刻技术的灵活性,其应用范围包括微机械、半导体等领域。加工示例如图5所示。
图5:FemtoLux系列激光器用于玻璃的飞秒激光诱导选择性刻蚀。 加工玻璃通孔(TGV) 在玻璃基板上形成高深宽比的通孔(TGV),正成为一个越来越重要的课题,特别是在半导体领域。在飞秒激光器的帮助下,可以在玻璃中形成低锥度和高深宽比的通孔,并且具有低碎裂、无裂纹的光滑孔内壁。 FemtoLux 30以GHz脉冲串模式运行,能以冲击钻孔的方式在玻璃基板上实现高深宽比的通孔。通过将单个脉冲的高能量细分到50个小脉冲串中,可以实现深宽比达80:1甚至更高的通孔,通过精细控制脉冲串中的脉冲数量和能量等参数,孔深的控制精度可达0.1μm。这种工艺适用于AN100、BK7、BF33、D263、EXG和soda-lime等不同玻璃材料。加工示例如图6所示。
图6:利用GHz飞秒激光脉冲串在玻璃上加工高深宽比的通孔。 另外,也可以利用FemtoLux 30的MHz+GHz脉冲串模式,结合自下而上的铣削工艺制造通孔。这种方式能形成零锥孔,并且能提高工艺吞吐量,已经证明能在BF33和D263玻璃中形成直径200μm的通孔(见图3a)。 贝塞尔光束玻璃切割 贝塞尔激光光束是实现无切口玻璃切割的有效方法之一。通过贝塞尔光束产生高峰值功率密度的光束,在玻璃内部聚焦,瞬间气化该区域材料形成一个气化带,迅速向上下表面扩散形成裂孔,随后通过机械或热分离等方法进行玻璃分离,从而产生光滑的侧壁,并且只需要一次激光扫描,因此可以实现非常高的切割速度。 FemtoLux 30在MHz脉冲串模式下工作,与贝塞尔光束相结合,已经证明能够非常有效地切割厚度为1~4.8mm的钠钙玻璃。该方法以最小的表面碎屑产生实现了高质量切割。对于4.8mm厚的玻璃,切割速度为80mm/s时,切割后的侧壁粗糙度低于0.5µm。另外,也对蓝宝石进行了切割,切割速度达300mm/s,侧壁光滑。加工示例如图7所示。
图7:飞秒脉冲串结合贝塞尔光束切割玻璃和蓝宝石,均获得了光滑的切割面。 小结 EKSPLA的FemtoLux 30飞秒激光器提供的灵活的MHz、GHz以及MHz+GHz组合的灵活的脉冲串配置加工模式,为玻璃等传统方法难以加工的硬脆性材料,提供了一种新的加工工具,不仅能提供卓越的加工质量,同时还能大大提升加工吞吐量。 另外,FemtoLux 30还采用了创新性的冷却方式,它使用一个带有制冷剂的密封系统有效冷却激光器,摒弃了传统的水冷方法。这消除了容易发生故障的水泵,不但节省了空间,还减少了系统维护工作。这些创新使得Femto Lux 30不仅高度可靠,而且更易于安装和操作,增加了其在工业微加工应用中的吸引力。
版权声明: 《激光世界》网站的一切内容及解释权皆归《激光世界》杂志社版权所有,未经书面同意不得转载,违者必究! 《激光世界》杂志社。 |
  激光世界独家专访   
|
||||||||||||||||||