文/Barbara Stumpp 激光是一种用途广泛的工具,在制造过程中的转换时间可以忽略不计;但在某些领域,如在焊接中,它们的应用仍不理想。在激光焊接过程中,仍然会出现裂缝和材料熔合问题,这无疑会影响加工质量。德国Sigma Laser公司CEO Shervin Rahimi与德国斯图加特应用技术大学(THM)Klaus Behler教授的团队展开合作,研究解决这些问题的方法。他们研究了激光脉冲时间调制对裂纹和焊缝几何形状的影响。这项高质量的研究结果,对医疗技术和航空航天等多种应用都提供了有价值的参考。 激光沉积焊接是一种将金属分层施加到焊件上的一种工艺。当与超脉冲技术(SPT)产生的聚焦激光束结合使用时,这项技术可以对小表面进行高分辨率处理。一些制造商认为脉冲辐射也能为“金属焊接的完整性”带来积极影响。 在某些情况下,由于材料、几何形状和激光脉冲参数的不同,裂纹和其他焊接缺陷会导致焊接表面粗糙,从而影响整个工件的质量。这种焊接缺陷是无法被接受的,特别是在医疗器件中。在熔融体积小的情况下,存在焊缝区域过热和损坏工件的风险(见图1)。
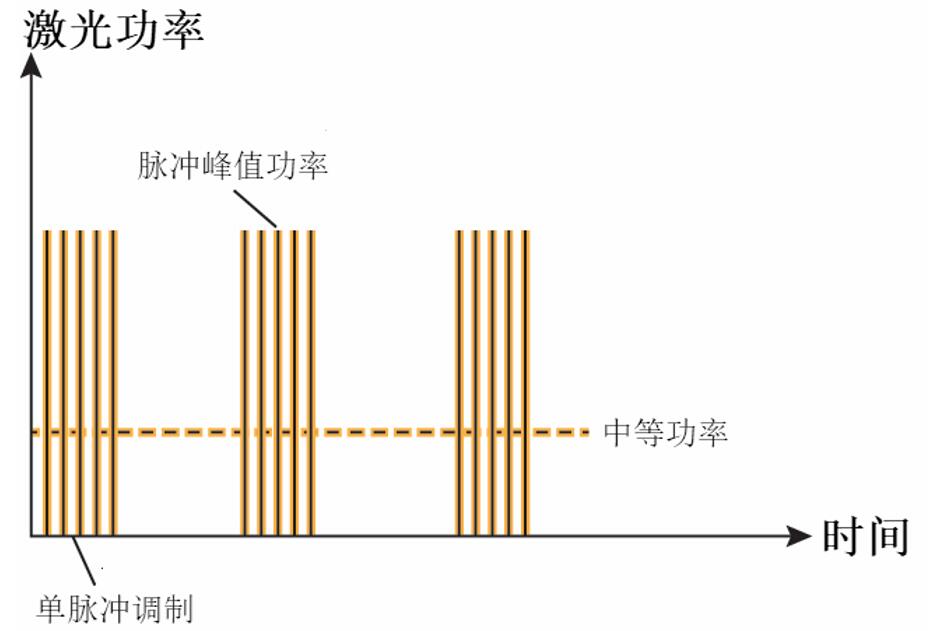
图1:使用新开发的超脉冲技术(SPT)调制激光脉冲,可以精确控制输入到材料中的热量,并且使焊接工艺最适宜所用材料的凝固特性。(图片来源:Sigma Laser GmbH) 本研究项目使用的焊接材料为丝状,与激光粉末沉积焊接不同的是,当使用丝状材料时,涂层材料可以100%进入待加工材料表面。这个过程相对较快,带来的变形也很小。熔敷层与基体连接,有利于冶金作用,因此比其他焊接方法更牢固。熔敷层也很致密,保护更持久,而且加工过程环保无浪费。 丝状材料激光沉积焊接还具有不受重力影响的优点,使其更容易在复杂表面上使用。金属丝更小的表面积减少了与空气不必要的反应,从而促进了钛和铝等对空气反应敏感的金属的使用。钛和铝与氧、氮和其他气体会发生反应,与氧或氮接触的面积越小,发生反应的可能性就越小。相比之下,使用粉末材料则会加大材料与空气的接触面积。 硬质材料或高合金金属药芯焊丝的使用,进一步扩大了应用的可能性。由于激光加工的精确度,即使是复杂的几何图形也能被熔覆。激光的可控性可以保证高重复性,进而提高生产效率(见图2)。此外,几乎所有金属都可以通过脉冲调制进行加工。
图2:高精度调制的脉冲激光。(图片来源:Sigma Laser GmbH)
当涉及到昂贵部件的有效修复或功能层的应用时,激光沉积焊接可能是必不可少的环节。与其他涂层方法相比,激光沉积焊接也是一种经济有效的解决方案。 解决焊接问题 在激光沉积焊接中,脉冲激光束从焊丝在工件上产生一个焊接熔池,但是高脉冲峰值功率会迅速使熔池金属过热,并经常导致焊接缝裂纹。激光脉冲调制能精确控制输入到工件上的热量,使焊接过程可以适应使用材料的凝固特点(见图2)。与传统的激光焊接相比,该技术能让用户控制熔化金属在凝固时的形核率,形成晶粒非常精细且均匀的焊缝微观结构(见图3、图4)。对于异种金属材料,如钛/铝、钛/不锈钢等,可以提高接头的延展性,避免裂纹的形成。
图3:在没有脉冲调制下的焊缝情况,由于激光功率过高会出现较多的不规则性和飞溅现象。(图片来源:Sigma Laser GmbH) 其他金属也会产生这样的问题。例如,焊接钢材是一项具有挑战性的任务,焊接难易程度取决于钢材的碳含量和熔化后可接受的冷却速度。在这里,脉冲调制控制熔化金属动力学和调节冷却速度,在某些情况下,可以提高钢材的可焊接性。
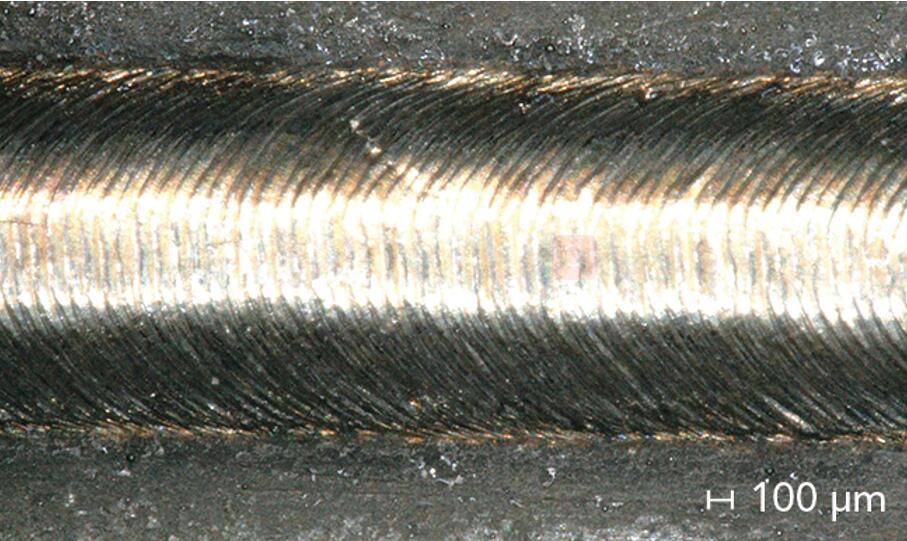
图4:脉冲调制焊接得到的一条无瑕疵的均匀焊缝。(图片来源:Sigma Laser GmbH) 脉冲激光器在焊接难熔金属,如钨、铌、锆、钽、钼等高达3500℃的高熔点合金时,发挥了重要作用。尽管这些合金由于具有极强的耐蚀性、低热膨胀率、高导热性和良好的导电性等特点,在许多类型的制造中难以加工,但它们却是高科技领域中不可缺少的材料。 通过对焊缝熔池的精确过冷,由于脉冲调制,能够形成具有精细的微观结构和高延展性的优良焊缝。 该方法在工具和模具制造方面也具有显著的优势,这无疑又拓宽了脉冲激光系统的应用范围。例如,在脆性材料(如铸件和碳钢)加工方面,该工艺能显著提高材料的可焊性,并将返工成本降至最低。
可能性探索 由于激光光束良好的可聚焦性,它具有处理分辨率高、可加工小型复杂表面的特点,如医疗器件,脉冲辐射改善了表面加工质量以及焊接金属的冶金性能。涂层材料为直径小于0.8 mm的焊丝。在德国的研究项目中,激光脉冲是由灯泵Nd:YAG激光器产生的。 一个更有效的解决方案是新开发的SPT控制技术,它可以在短期范围内调节激光脉冲,并可以将中断时间减少到50μs以下。SPT控制允许在毫秒和微秒范围内调节脉冲,调制频率高达3000Hz。 稳定焊接过程 激光器的起始脉冲以1.2ms相对较短的脉冲熔化焊丝和基材,随后调制的至少2ms的后续脉冲,保持工艺稳定,并控制进入熔化区的热量输入持续时间,从而控制熔池动力学。在这种情况下,可以根据聚焦位置设置的工艺要求来调整光束直径,例如,选择比焊丝直径大0.2mm左右的光束直径,以充分保证堆焊期间的堆焊材料焊接。 在启动脉冲和稳定脉冲之间,还可以设置较长时间如几毫秒的中断。这可以确保一个过渡的冷却周期,限制熔体体积和基材中热影响区的温度升高。调整控制,使焊接深度足够,以实现焊丝与母材的完全连接。 此外,所设置的脉冲频率决定了焊缝的距离,增加调制频率可以使焊缝更加均匀,几乎可以完全减少飞溅。 脉冲调制应用 基于他们的发现,来自Sigma Laser GmbH和THM的团队,利用脉冲调制技术将不锈钢和钛合金结合起来,对医用植入物或医疗器械进行了多种材料和组合的试验。这些技术非常适合小尺寸薄涂层的工件,以及需要低能量输入和适应传热的材料的凝固行为。 初步应用表明,调制激光脉冲堆焊能达到预期的效果。需要特别注意的是,在每种情况下,工艺必须根据所使用的材料以及与工艺有关的反应进行调整。 这些研究结果激起了航空航天、造船等行业人士的广泛兴趣。
版权声明: 《激光世界》网站的一切内容及解释权皆归《激光世界》杂志社版权所有,未经书面同意不得转载,违者必究! 《激光世界》杂志社。 |
  激光世界独家专访   
|
|||||||||||||||||||||